ODクランプ よくあるお問い合わせ
ワークの繰り返し位置決め精度は『±0.01mm』です。
(本製品はワーククランプを目的とした製品のため、上記精度は参考値としてお考えください。)
ODクランプの耐久試験結果は下記となりますので、参考にしてご使用ください。
お客様の使用条件、加工内容や加工負荷によっても耐久性は変動しますので、耐久試験結果は保証値ではなく、参考値としてお考えください。
| 品番 | 耐久試験結果 |
|---|---|
| MBOD-1 | 1万回クリア |
| MBOD-2 |
セルフカット可能範囲は、下表の適応ワーク径サイズを参考にしてください。
(収縮幅を考慮し、ワーク径に適応するようにセルフカットをしてください。)
| 品番 | 適応ワーク径 | セルフカット時の 推奨収縮径 |
許容収縮径 |
|---|---|---|---|
| MBOD-1 | φ2.5~φ15.9 | 0.07 | 0.38 |
| MBOD-2 | φ5.1~φ45.7 | 0.1 | 0.64 |
口金の高さ方向につきましては、貫通加工することも可能です。(貫通加工によって深い掴みしろで長尺ワークのクランプもできます。)
止まり穴の場合、下表を参照いただき、口金の高さ範囲内でセルフカットしてください。

| 品番 | 口金高さ (H4) |
|---|---|
| MBOD-1 | 20 |
| MBOD-2 | 28 |
ワーク径や加工負荷によっては止まり穴ではなく、貫通加工にして高さ方向に受け部品を配置する方法をお勧めします。(下記イメージ図をご参照ください。)

ODクランプを取り付けるプレートに口金 インロー部用の穴加工とボルト固定用のタップ穴加工を施してください。(取付穴寸法および加工公差は下表をご参照ください。)
高精度に位置決めを行いたい場合は、口金 インロー部径を実測し径に合わせて取付穴の加工を行っていただくことをお勧めします。

| 品番 | 取付穴加工寸法/公差 | |||
|---|---|---|---|---|
| d1 | Dp | Lf | M | |
| MBOD-1 | φ23.9(+0.04/+0.01) | 29 | 8 | M3x0.5 |
| MBOD-2 | φ55.9(+0.04/+0.01) | 63.8 | 12 | M5x0.8 |
オーバーハングするワークのクランプ治具としてODクランプを使用することも可能です。
ただし、オーバーハングによって機能しない爪部もあり、本来のクランプ力よりも低下する可能性がございますこと、ご注意願います。
オーバーハングワークの場合、加工範囲は口金径部(D1寸法)、口金高さ(H2寸法)を参考にしていただき、強度が保てる状態でご使用ください。
(下記イメージ図を参考にしてください。)

| 品番 | D1 | H2 |
|---|---|---|
| MBOD-1 | 19.1 | 4.6 |
| MBOD-2 | 49.5 | 5.1 |
ODクランプを旋盤加工用治具として使用いただくことは可能です。
ただし、ODクランプ本体をチャックで掴むことができませんので、お客様にて取付けプレートを製作の上、ご使用いただくことをお勧めします。
取付けプレートにつきましては、下表を参考にして製作いただきますようお願いします。
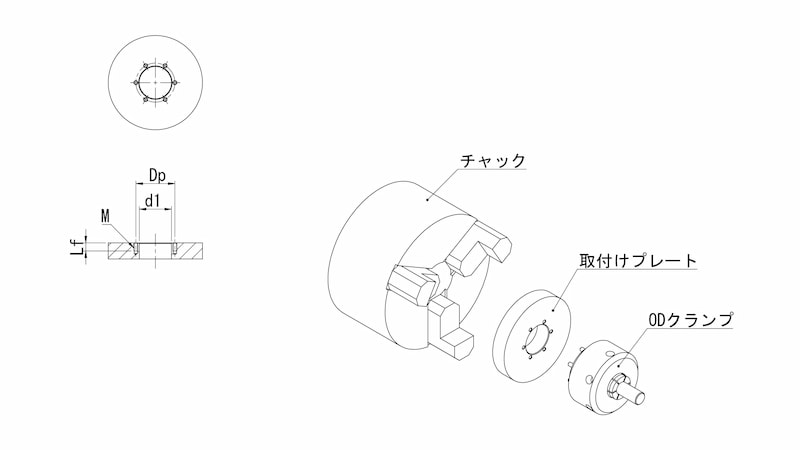
| 品番 | 取付穴加工寸法/公差 | |||
|---|---|---|---|---|
| d1 | Dp | Lf | M | |
| MBOD-1 | φ23.9(+0.04/+0.01) | 29 | 8 | M3x0.5 |
| MBOD-2 | φ55.9(+0.04/+0.01) | 63.8 | 12 | M5x0.8 |
ODクランプ用キャップのみの購入は可能です。
ただし、弊社ではキャップのみの在庫を保有していないため、都度、海外メーカーからの取り寄せとなりますこと、ご了承願います。
価格や納期につきましては、弊社製品をご購入される商社様を通じてご確認ください。
| 品番 | キャップ品名 |
|---|---|
| MBOD-1 | MBOD-1用キャップ |
| MBOD-2 | MBOD-2用キャップ |
問題が解決しなかったお客さまはお問い合わせフォームよりご連絡ください。
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。
電話でのお問い合わせ TEL:0575-32-2239